




SERACH
站内搜索
搜索产品
搜索文章
SERACH
站内搜索
ЦЕНТР ТЕХНОЛОГИЙ
Вопрос о занимаемой площади линии холодного профилирования является одним из самых важных при выборе оборудования. До покупки станка заказчику необходимо заранее понимать, какой цех потребуется для установки линии, сколько места нужно под подачу металла, формование профиля, пробивку, правку и прием готовой продукции.
Ниже приведены ориентировочные расчёты для стандартных линий холодного профилирования. Следует учитывать, что фактические размеры могут отличаться в зависимости от уровня автоматизации, толщины металла, количества клетей, а также наличия дополнительных узлов: пробивки, вырубки, правки, резки, сварки и автоматической приемки.
Важно понимать: чем толще материал, тем больше обычно требуется буферная зона между основными узлами линии.
Занимаемая площадь профилегибочной линии зависит от нескольких факторов:
Ниже рассмотрим три наиболее распространённые схемы компоновки.
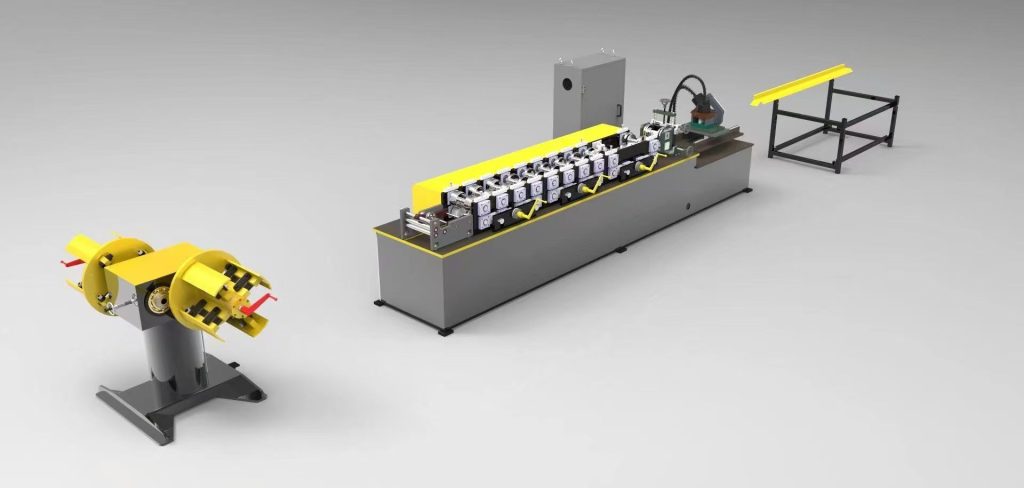
Это базовая конфигурация линии холодного профилирования.
Фактическая ширина всего комплекта оборудования составляет около 1 метра.
Длина линии обычно складывается из следующих участков:
Между основными узлами предусматриваются буферные зоны по 3–4 м.
Итоговая общая длина линии: около 16 м.
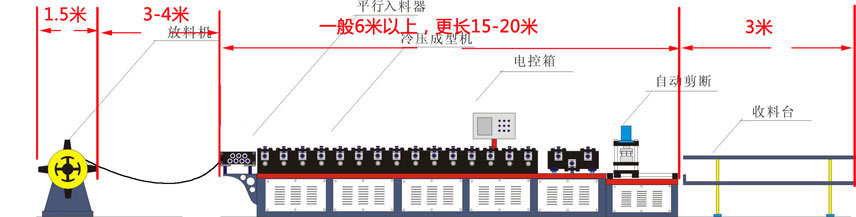
Такая компоновка подходит для относительно простых профилей, когда не требуется предварительная пробивка или правка металла.
Если технологический процесс предусматривает пробивку отверстий, пазов или технологических вырубок перед формованием, то в состав линии добавляется узел пробивки.
Стандартная длина участков:
Между узлами также необходимо оставить буферные зоны по 3–4 м.
Итоговая общая длина линии: около 20 м.
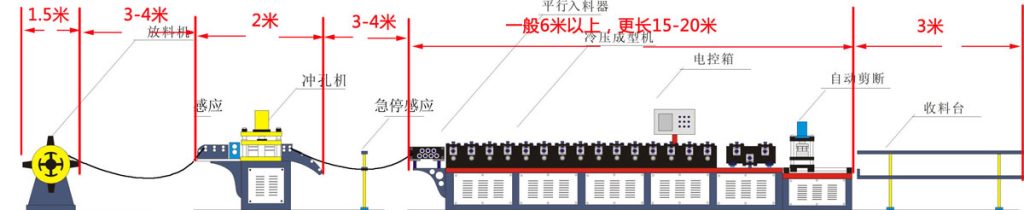
Такой вариант часто применяется для производства строительных профилей, стоечных и направляющих профилей, кабельных лотков, дверных рам, стеллажных элементов и других изделий с отверстиями.
Более сложная и более универсальная компоновка включает не только пробивку, но и узел правки металла. Это особенно важно при работе с рулонной сталью, когда требуется выравнивание полосы перед подачей в пресс или профилирующий стан.
Ориентировочная длина по участкам:
Между функциональными зонами сохраняются технологические промежутки по 3–4 м.
Итоговая общая длина линии: около 25 м.

Эта схема подходит для более требовательных производств, где важны точность геометрии, стабильность подачи и качество готового профиля.
Приведённые выше размеры являются ориентировочными. При реальном проектировании площадки необходимо учитывать:
Поэтому при подборе оборудования рекомендуется рассчитывать не только длину самой линии, но и общий рабочий участок цеха с запасом под обслуживание и логистику.
Стандартная линия холодного профилирования обычно занимает по длине:
Точная площадь установки зависит от конструкции линии, толщины металла, числа рабочих узлов и требований к автоматизации. Если вы планируете покупку профилегибочного оборудования, лучше заранее согласовать компоновку линии с производителем, чтобы правильно рассчитать размеры цеха и подготовить площадку под монтаж.

Equipped with specialized roller heat treatment systems and precision mould testing instruments, we ensure reliable roll quality and consistent performance.
View details
Производство валков для трубных станов ТЭСА с использованием инструментальных сталей. Точная обработка, термообработка, высокая износостойкость и стабильное качество при формовании сварных труб. Изготовление по чертежам заказчика.
View detailsERW трубосварочный стан для труб 219/273: FFX-формовка и автонастройка валков. Быстрая смена размера без замены валков на черновой формовке, стабильная геометрия и меньше простоя.
View details
WATHSAPP
SERVICE HOTLINE:
400-888-1234
CONTACT EMAIL:
LIUYANG@ROLLERKING.NET
ОТПРАВЬТЕ СВОЕ СООБЩЕНИЕ, И МЫ НЕМЕДЛЕННО ОТВЕТИМ!
Хотите заказать оборудование? Отправьте запрос с указанием количества, и мы подготовим для вас лучшее оптовое предложение. Не нашли нужную модель? Напишите нам — мы поможем подобрать или найти подходящий вариант.