




SERACH
站内搜索
搜索产品
搜索文章
SERACH
站内搜索
Product Center


В производстве электросварных труб (ERW — Electric Resistance Welding) точность калибровки и долговечность инструмента напрямую определяют себестоимость погонного метра продукции. Валки для профилирования — это сердце трубопрокатного стана. От их геометрии и износостойкости зависит не только внешний вид трубы, но и структурная целостность сварного шва.
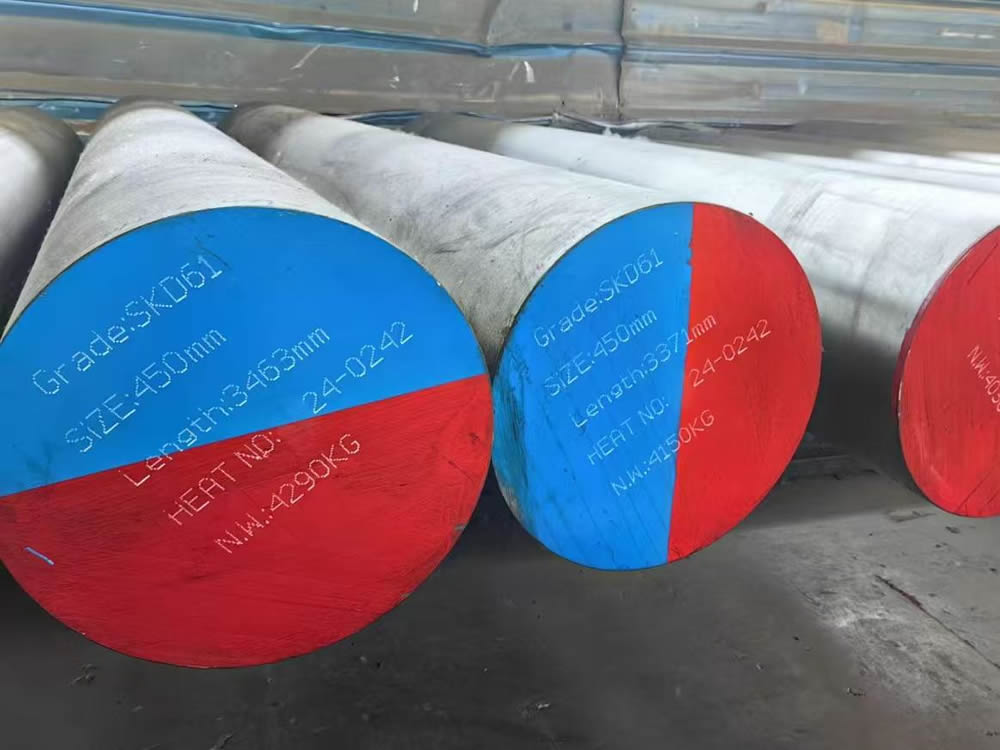
Выбор материала — это баланс между твердостью и ударной вязкостью. Для работы на высокоскоростных автоматизированных линиях используются специализированные сплавы:
Cr12 (Х12): Классическая высокохромистая сталь. Обладает отличной прокалкой и износостойкостью. Идеальна для стандартных профилей.
Cr12MoV (Х12МФ): Добавление молибдена и ванадия значительно повышает ударную вязкость и теплостойкость. Эти валки лучше выдерживают интенсивные нагрузки при высокочастотной (ВЧ) сварке.
Инструментальные стали (SKD11, D2): Используются для работы с трубами из нержавеющей стали или при особо жестких требованиях к чистоте поверхности.
Важный нюанс: Качественные валки проходят этап вакуумной термообработки, что исключает появление микротрещин и обеспечивает стабильную твердость 58–62 HRC по всей глубине рабочего слоя.
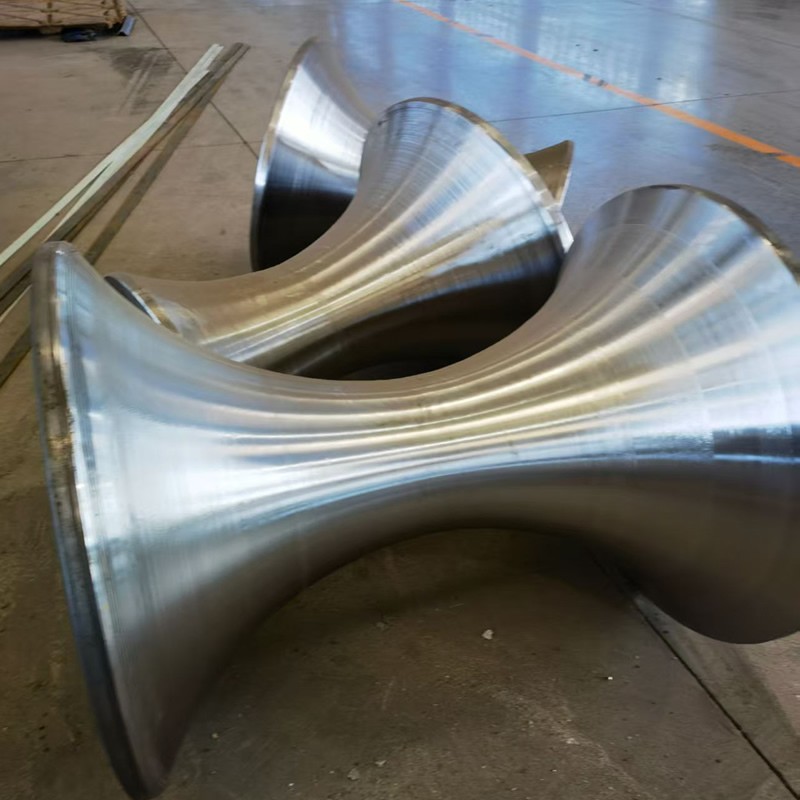
Процесс ERW требует последовательного изменения геометрии стальной ленты (штрипса). Каждый тип валка выполняет свою задачу:
| Тип валков | Назначение | Требования |
| Формующие (Breakdown) | Первичный изгиб плоской ленты в открытый профиль. | Высокая прочность на сжатие. |
| Реберные (Fin Pass) | Финишная подготовка кромок перед сваркой. | Идеальная точность радиусов. |
| Сварочные (Squeeze) | Сжатие кромок для образования ВЧ-шва. | Стойкость к высоким температурам. |
| Калибровочные (Sizing) | Придание трубе окончательного диаметра и округлости. | Минимальные допуски (до 0.01 мм). |
| Правки (Straightening) | Устранение кривизны готового изделия. | Идеальная чистота поверхности. |
При высокочастотной сварке малейшее отклонение в соосности валков может привести к дефектам:
Пористость шва: Из-за нестабильного давления прижимных валков.
Эффект «замка»: Неправильное схождение кромок на этапе Fin Pass.
Волнистость поверхности: Износ поверхности валков или биение подшипниковых узлов.
Высококачественные валки, изготовленные по стандартам API, минимизируют коэффициент трения, что снижает потребление энергии станом и предотвращает появление царапин на трубе.
Для обеспечения максимального срока службы (до сотен тысяч метров проката) необходимо соблюдать регламент:
Охлаждение: Постоянный контроль подачи эмульсии. Перегрев ведет к отпуску стали и потере твердости.
Контроль геометрии: Регулярные замеры износа калибров с помощью шаблонов.
Восстановление (Перешлифовка): Профессиональная переточка валков на станках с ЧПУ позволяет восстановить ресурс до 3–4 раз без потери качества профиля.
Смазка: Использование специализированных СОЖ, которые не только охлаждают, но и снижают налипание металлической пыли.
Сегодня рынок требует гибкости. Ведущие производители (особенно крупные заводы в Китае и Европе) предлагают изготовление валков по чертежам заказчика под конкретные задачи:
Трубы для автопрома (высокая точность стенки).
Конструкционные профили (квадрат, прямоугольник).
Магистральные трубы (соответствие стандартам нефтегазовой отрасли).
Вывод: Инвестиции в качественный инструмент из Cr12MoV окупаются за счет сокращения простоев линии и снижения процента брака.
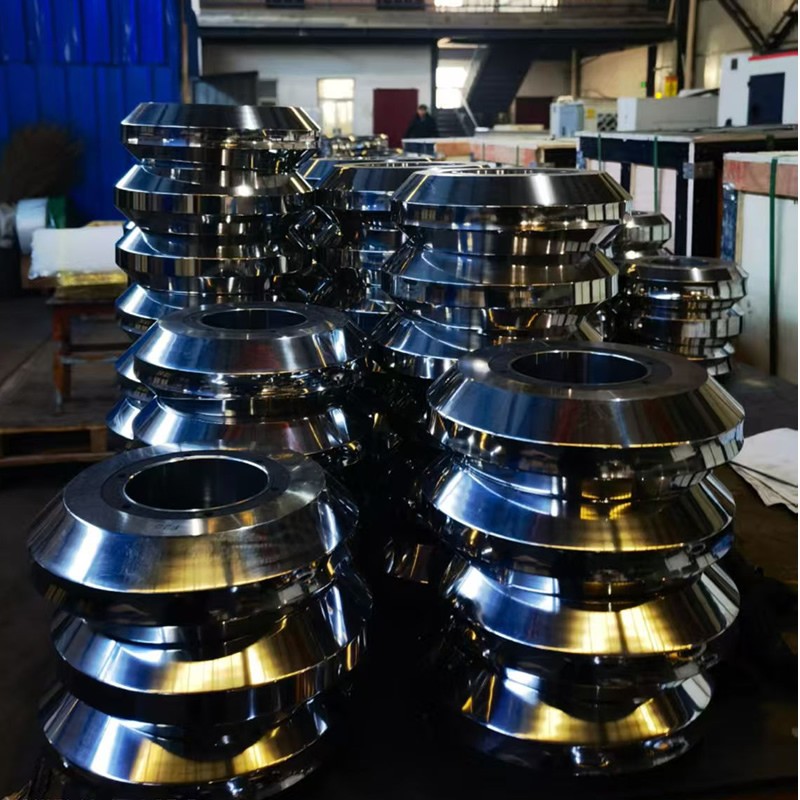
Цех обработки валков и осей
Формовочные валки для основной клети изготавливаются из высокопрочной инструментальной стали Cr12MoV, отличающейся высокой износостойкостью и хорошей ударной вязкостью. Это обеспечивает длительный ресурс работы и стабильность геометрии формуемых изделий.
Для повышения эксплуатационных характеристик валки проходят вакуумную термообработку с последующим криогенным охлаждением жидким азотом и трёхкратным отпуском. Такая технология предотвращает образование трещин при длительной работе и гарантирует стабильность производственного процесса и высокое качество продукции.





ЧАСТО ЗАДАВАЕМЫЙ ВОПРОС
Мы отвечаем на ваш запрос предложения в течение 24 рабочих часов. В случае задержки с предоставлением предложения мы уведомим вас как можно скорее. В наших предложениях мы указываем мгновенные цены и сроки доставки.
Каждому проекту назначаются технический менеджер по продажам и инженер-конструктор, которые сопровождают его на всех этапах — от получения запроса (RFQ) до поставки механического оборудования.
SUTEX IND. does not have a minimum order quantity requirement. Our services can support you from initial quotation to custom production and inspection and shipment.
Вся продукция проходит обязательный контроль упаковки перед отгрузкой. Процедуры направлены на обеспечение сохранности оборудования в процессе транспортировки и поставки в надлежащем техническом состоянии.
")

 Высококачественные валки для ERW-труб
Высококачественные валки для ERW-труб
WATHSAPP
SERVICE HOTLINE:
400-888-1234
CONTACT EMAIL:
LIUYANG@ROLLERKING.NET
ОТПРАВЬТЕ СВОЕ СООБЩЕНИЕ, И МЫ НЕМЕДЛЕННО ОТВЕТИМ!
Хотите заказать оборудование? Отправьте запрос с указанием количества, и мы подготовим для вас лучшее оптовое предложение. Не нашли нужную модель? Напишите нам — мы поможем подобрать или найти подходящий вариант.



