




SERACH
站内搜索
搜索产品
搜索文章
SERACH
站内搜索
Product Center


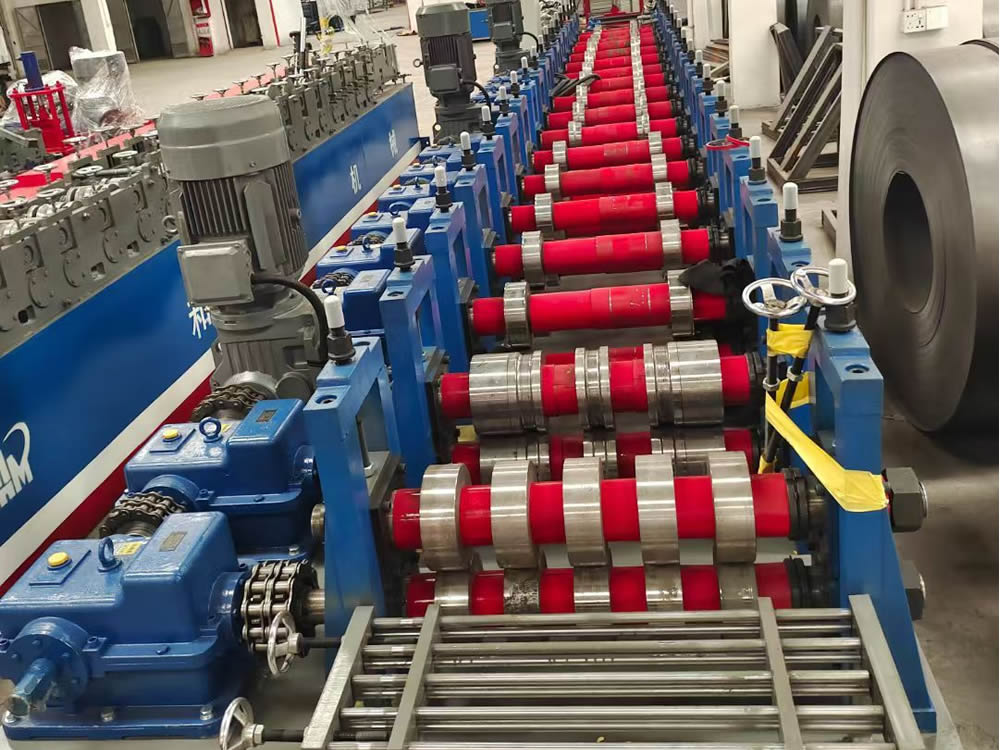
SUTEX IND. представляет высокотехнологичное решение для серийного производства несущих вертикальных стоек (upright) складских систем. Наши линии спроектированы для работы в тяжелых промышленных режимах и обеспечивают производство профилей для паллетных, мезонинных и консольных стеллажей с соблюдением международных стандартов точности.
Инженеры SUTEX IND. реализовали концепцию «Единого цифрового потока», где каждый узел синхронизирован через общую шину данных.
Интегрированная подача и правка: Комбинированный разматыватель с правильно-подающим устройством (Straightener) нивелирует кривизну и серповидность штрипса, что критично для стабильности геометрии при холодной гибке.
Система высокоточной перфорации: Связка NC-сервоподатчика и 80-тонного механического пресса обеспечивает точность позиционирования отверстий до ±0,15 мм. Гидравлическая пробивка позволяет работать с высокопрочными сталями без образования микротрещин по краям отверстий.
Профилирование высокой интенсивности: Линия оснащена 18-ю формующими клетями. Постепенная деформация металла (small-step forming) предотвращает истончение материала на радиусах гиба и сохраняет расчетную несущую способность профиля.
Безударная гидравлическая резка: 3D-матрицы ножа точно повторяют сложный контур стойки, обеспечивая чистый срез без заусенцев и необходимости последующей обработки.
Автоматизированная логистика (End-of-line): Внедрение электрического магнитного стакера позволяет штабелировать стойки со скоростью выхода линии, исключая повреждение ЛКП и экономя до 300% времени по сравнению с ручной укладкой.


Линия строится по модульному принципу, что позволяет гибко настраивать конфигурацию под задачи заказчика:


Для подготовки точного коммерческого предложения нам необходимы:
1. Как ваша линия справляется с «эффектом пружинения» (spring-back) металла? Мы используем расчетные калибровки роликов с компенсацией пружинения. На финальной стадии установлена «туркс-голова» (Turk’s head) для 3D-правки профиля, что устраняет кручение (twist) и прогиб (camber).
2. Можно ли использовать одну линию для производства стоек разной ширины? Да, мы предлагаем регулируемые станы с электроприводом раздвижения стоек (Duplex Mill), что позволяет менять ширину профиля нажатием кнопки на панели оператора.
3. Насколько надежна электроника в условиях нестабильной сети? Шкафы управления SUTEX IND. комплектуются стабилизаторами напряжения и помехоподавляющими фильтрами, что критично для корректной работы энкодеров и серводрайверов.
4. Какая система резки эффективнее: до или после формовки? Для стоек стеллажей мы рекомендуем резку после формовки (Post-cutting). Это гарантирует отсутствие деформации профиля на концах и идеальное совпадение перфорации относительно края.
5. Какова гарантия на инструментальную оснастку? Мы даем гарантию на ролики — 1 год или 1 млн погонных метров (при соблюдении регламента обслуживания). Все чертежи валков сохраняются в нашем архиве для быстрой замены в будущем.
SUTEX IND. — Технологии холодного профилирования для лидеров складской индустрии. Мы делаем сложное производство простым и прибыльным.
ЧАСТО ЗАДАВАЕМЫЙ ВОПРОС
Мы отвечаем на ваш запрос предложения в течение 24 рабочих часов. В случае задержки с предоставлением предложения мы уведомим вас как можно скорее. В наших предложениях мы указываем мгновенные цены и сроки доставки.
Каждому проекту назначаются технический менеджер по продажам и инженер-конструктор, которые сопровождают его на всех этапах — от получения запроса (RFQ) до поставки механического оборудования.
SUTEX IND. does not have a minimum order quantity requirement. Our services can support you from initial quotation to custom production and inspection and shipment.
Вся продукция проходит обязательный контроль упаковки перед отгрузкой. Процедуры направлены на обеспечение сохранности оборудования в процессе транспортировки и поставки в надлежащем техническом состоянии.
Линия профилирования стоек стеллажных систем (Upright Roll Forming Line)
WATHSAPP
SERVICE HOTLINE:
400-888-1234
CONTACT EMAIL:
LIUYANG@ROLLERKING.NET
ОТПРАВЬТЕ СВОЕ СООБЩЕНИЕ, И МЫ НЕМЕДЛЕННО ОТВЕТИМ!
Хотите заказать оборудование? Отправьте запрос с указанием количества, и мы подготовим для вас лучшее оптовое предложение. Не нашли нужную модель? Напишите нам — мы поможем подобрать или найти подходящий вариант.

